
��������ֺ�����ͺ��Ӱ����岻��ֹ��ƹ�ASME SA-312/312M
һ�����÷�Χ
1.1���������ڸ��¼�һ�㸯ʴ�õ����뺸�Ӱ����岻��ֹ��ƹܡ�
ע1:�����³����������������15ft��1bf(20J�����������Ϊ15��in.(0.38mm)ʱ,����ΪһЩѹ�������ƹܹ淶���϶Ե�ijЩ�����岻��ּ��𣬿ɲ��ؽ���ʵ�����顣����,�����¶ȵʹ�-250��ļ���ΪTP304��TP304L��TP347�IJ������ΪASMEѹ�������ù淶��1���Լ����������ͳ����ƹ淶ANSI B31.3������,�ɲ��ؽ��г����תǩ��������AISI����ּ��eͨ����ʹ��-200��ʱ,�����г�������ɽ��ܡ���ijЩ����£�������Ҫ���г�����顣���磬������������-45��ʱ����Ҫ����ASME���ľ���1��Ĺ涨���г�����顣
1.2 ���� TP304H��TP309H��TP309HCb��TP310H��TP310HCb��TP316H��TP321H��TP347H�Լ� TP348H���Ǽ���TP304��TP309Cb��TP309S��TP310Cb��TP310S��TP316��TP321��TP347�Լ�TP348�ĸҽ��ͣ����ڸ���ʹ�á�
1.3 ���Ҫ���������飬�ɲμ������е�ѡ�ò���Ҫ����Ҫ����и������飬��Ҫʱ���ڶ������涨�������е�һ�����
1.4 ������¼��X1.1�г��˺�����������岻��ֹ��ƹܱ����ijߴ磬ͬANSI B36.19����Щ�ߴ�Ҳ�����������ӹ��Ĺ��ƹܡ������ߴ�Ĺ��ƹܣ�����ϱ�������������Ҫ��Ҳ�ɹ�����
1.5 ���Ʊں����3/8in(9.5mm)���칤��������TP321��TP321H���ֹ��ƹ��нϵ͵�ǿ��Ҫ��
1.6 ������Ӣ��-����SIΪ��λ��ʾ����ֵ��Ӧ��Ϊ��ֵ��������SI��λ��������ʾ�����������ֵ�λ�Ƶ���ֵ������������ȷ����ȣ��ʱ�������طֱ����֮������Ի���.�������뱾���IJ�һ�¡������ڶ�����������ʹ�ñ����еġ�M�����ţ�����һ����Ӣ��-����λ�ơ�
ע2���ڱ��У�����ι��ƹܱ��NPS�����ƹܳߴ磩�Ѵ��洫ͳ�������ֱ���������ߴ硱�͡����Ƴߴ硱��
�������ñ�
2.1 ASTM��
A262 �ⶨ�����岻��־��丯ʴ������ʵ�ù��
A370 ����Ʒ��ѧ�������鷽���Ͷ���
A450/450M ̼�֡��������ȫ�ֺͰ�����Ͻ�ܺͰ�����Ͻ�ֹ���ͨ��Ҫ��
A941 ��֡�����֡���غϽ�����Ͻ��йص�����
A999/A999M �Ͻ�ּ�����ֹ��ƹܵ�ͨ��Ҫ��
E112 ƽ�������Ȳⶨ����
E381 ����Ʒ�������֡��������ֶ��Ͷͼ��ĺ�۽�ʴ���顢��鼰�ⶨ����
E527 �����ͺϽ��ŵ�ʵ�ù��
2.2 ANSI��
B1.20.1 һ����;���ƹ�����
B36.10 ���Ӻ����ȼӹ��ֹ��ƹ�
B36.19 ����ֹ��ƹ�
2.3 ASME��
ASME ��¯��ѹ�������淶�����ľ�
2.4 AWS��
A5.9 ����-����ʴ��˿�ͺ���
2.5 ������
SAE J1086 �����ͺϽ��ŵ�ʵ�ù�̣�UNS��
2.6 ������
SNT-TC-1A ���������Ա�ʸ�������֤��
�������ϼ�����
6.1 ����
6.1.1 ���ƹ�Ӧ�������й���֮���죺
6.1.2 �죨SML���Ĺ��ƹ����������κι�����Ӧ���ò��漰���ӵĹ������졣
6.1.3 ����(WLD) �Ĺ��ƹ�Ӧ�����ں���ʱ���������������Զ����������졣
6.1.4 �����ӹ���HCW���Ĺ��ƹ�Ӧ���ú��ӹ��ƹܣ������������˻�֮ǰ���ں������ϼ�����С��35%�̶ȵ���ӹ����죬���첻��������������ӹ�֮ǰ�����ֺ���Ӧ��ASME��¯��ѹ������Ҏ�����°�ĵ��ľ���1��UW-51��Ҫ��100%�����顣
6.1.5 ������ NPS14 �ĺ��ӹ��ƹܺ͵Ĺ��ƹ�Ӧֻ��һ�����졣�ڲɹ����Ͽɺ��� NPS14 �ĺ��ӹ��ƹܺ� HCW �Ĺ��ƹ�Ӧֻ��һ�����죬���������ƽ�������κ��������ݺ��졣ÿ������Ҫ�������к������顢���顢��˻�����
6.1.6 ���ƹܿ����Ⱦ���Ҳ�����侫�����ɸֳ��Զ���
6.1.7 ���ƹ�Ӧ������Ƥ��մȾ��������ͬ�ֹ��羭�����˻�����ϴ����ɰ����澫���ɲ���Ϊǿ����Ҫ�ɹ�������Ҫ��Գ�Ʒ�ܽ���⽻�������
6.2 �ȴ��� һ ���й��ƹܾ�Ӧ����2Ҫ����ȴ���״̬����������S33228��S30815 �� S31272����H��������⣬���칫�ƹܽ������ȳ���֮���ڹ��ӵ��¶Ȼ�û�е��ڹ涨��������ȴ����¶�ʱ�������������Ӹ�����ˮ�д�������������������ȴ�����ڡ�H��������S33228��S30815��S31272����Ĺ��ƹ��ڴ��֮ǰ��Ӧ�ٴμ��ȵ��涨�Ĺ��ܴ����¶Ȳ�������Ҫ���ʱ�䡣
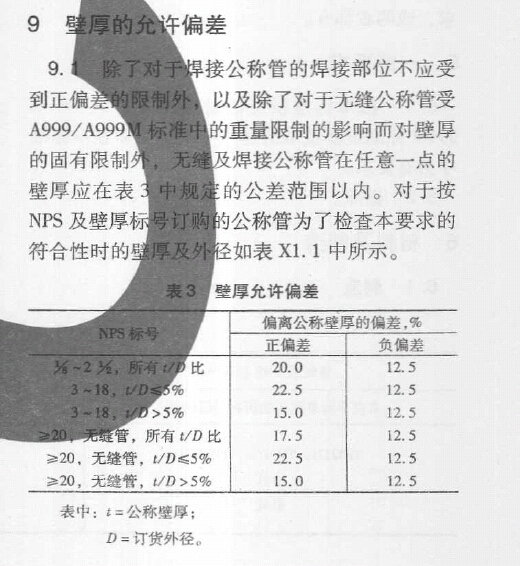
�š��ں������ƫ��
www.buxiugangguan304.com